如若轉(zhuǎn)載,請注明出處:http://www.dea89.cn/product/65.html
更新時(shí)間:2026-03-15 07:59:32
紅木家具的“四好四高”,你了解嗎?
東三環(huán)安聯(lián)大廈240平獨(dú)棟產(chǎn)業(yè)園優(yōu)質(zhì)房源解析
上海家具展 品質(zhì)生活新體驗(yàn),不可錯(cuò)過的家居盛宴
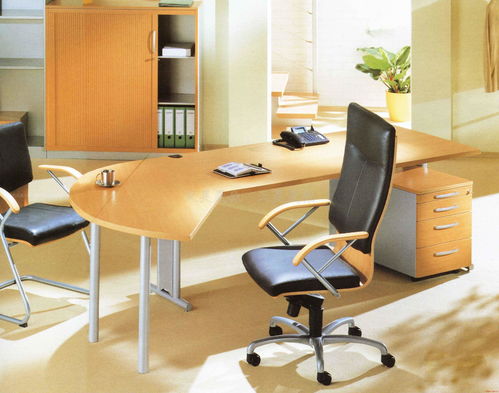
二手辦公家具采購常見誤區(qū)及應(yīng)對策略
北歐簡約家具設(shè)計(jì) 越簡單,越迷人
后現(xiàn)代輕奢家具裝飾柜SU模型設(shè)計(jì)指南與下載資源
歐式家具 古典韻味與現(xiàn)代生活的完美融合
創(chuàng)嵄家具 創(chuàng)新設(shè)計(jì)與實(shí)用功能兼?zhèn)涞膬?yōu)質(zhì)家具選擇
北歐風(fēng)實(shí)木沙發(fā) 融合自然與簡約的客廳藝術(shù)
紅木沙發(fā)金玉滿堂 東陽市魯創(chuàng)紅木家具精品展示
電話:13366327572
地址:北京市昌平區(qū)回龍觀鎮(zhèn)黃土東村物業(yè)樓202B
Copyright © 2026 www.dea89.cn 家具 北京勝雀商貿(mào)有限公司 家具 版權(quán)所有 Sitemap